
In powder coating, most operators focus heavily on transfer efficiency, or how much powder adheres to the part. And while it’s true that getting more powder onto your parts can cut waste, savvy coaters know that uniformity in combination with high transfer efficiency, is the right formula for maximum powder savings.
While transfer efficiency (TE) is a critical metric, uniformity in coating thickness plays an equally vital role. By focusing on both transfer efficiency and uniformity, we can significantly reduce waste, enhance product quality, and improve overall operational efficiency.
At coatingAI, we’ve focused on helping clients optimize both, enabling lower powder usage, fewer rejects, and greater line efficiency. Here’s why you should not focus on one without the other, and how you can start improving both today.
The Transfer Efficiency Trap
Most conversations about powder savings begin and end with transfer efficiency:
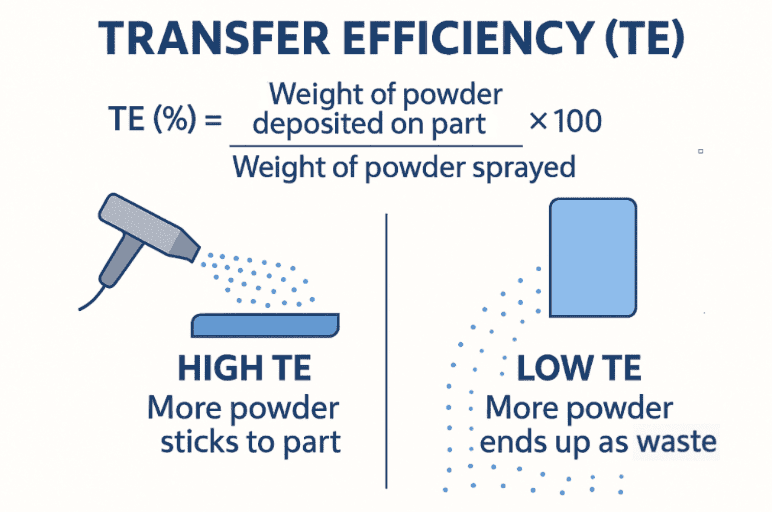
TE (%) = (Weight of powder deposited on part / Weight of powder sprayed) × 100
However, improving powder savings is not just about transfer efficiency. It requires combining high transfer efficiency with coating uniformity, working together in tandem. At coatingAI, we use our Blueprint™ OS to optimize transfer efficiency.
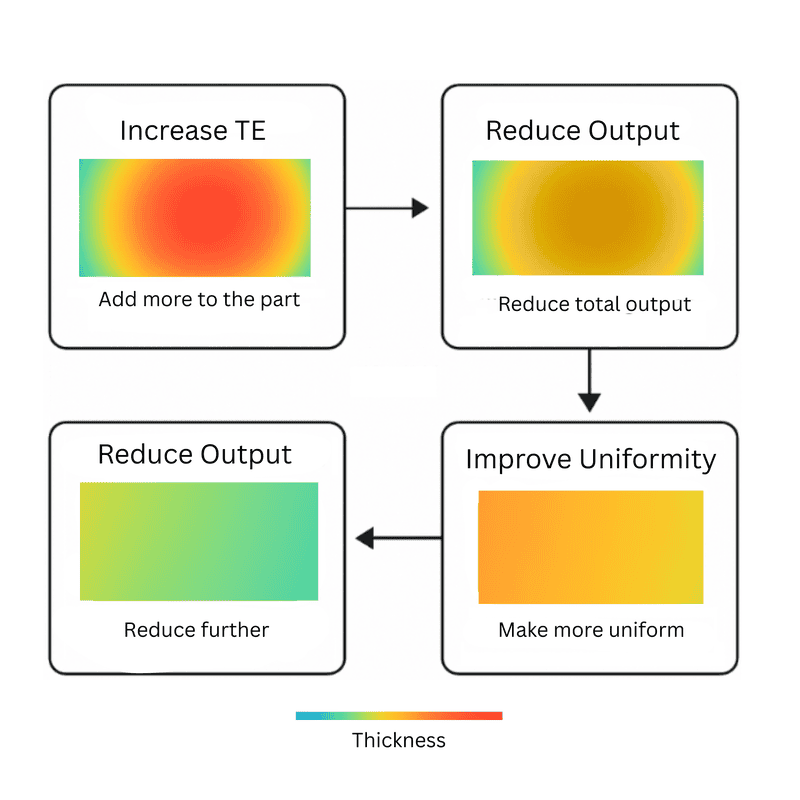
- First, the goal is to increase transfer efficiency so that more powder sticks to the part, which raises the average thickness (for example, from 3.15 mils to 3.94 mils).
- Then, we can reduce powder output until the thinnest area still meets the minimum specification (for example, average drops from 3.94 mils to 3.54 mils, minimum from 2.36 mils to 1.97 mils).
- Next, we improve uniformity so that the thinner spots become thicker (for example, average remains at 3.54 mils but the minimum rises to 2.76 mils).
- Finally, reduce output again while keeping all areas above specification (for example, average drops from 3.54 mils to 2.76 mils, minimum from 2.76 mils to 1.97 mils).
After this combined process comes the differentiator on reclaim vs spray-to-waste. In spray-to-waste systems, savings are measured by how much less powder leaves the guns.
In reclaim systems, savings are measured by the reduction in average coating thickness while keeping the minimum above specification, since a thinner but still compliant coating means less powder used overall.
Uniformity: The Real Driver of Savings
Uniformity measures how consistently your film thickness meets the target across every square millimeter of every part. Even small hot spots (too thick) or cold spots (too thin) can lead to:
- Overspray in hot zones, which often goes back into the recycle bin instead of saving you money
- Rework in cold zones, costing time, labor, and extra powder
By tightening your thickness variation, say, from ±1 mil down to ±0.4 mils—you can confidently dial back gun settings without risking under- or over-coating. Lower settings mean less overspray in the first place, less energy consumed by your compressors, and fewer rejects to send back through the line. Ensuring uniform coverage minimizes areas of over- or under-application, which is crucial for both aesthetic and functional purposes.
Why You Need Both, Not One or the Other
| Scenario | Powder Savings Driver | Result |
| Spray-to-Waste | Transfer Efficiency | No recycling → every gram wasted is real cost |
| Recycling System | Uniformity | Overspray mostly returns; true savings come from lower output |
| Mix & Match | Transfer Efficiency + Uniformity Together | Best path to turn down guns, cut energy, and reduce rejects |
Focusing solely on transfer efficiency in powder coating without considering uniformity can be misleading. In powder coating systems that reclaim overspray, improving transfer efficiency alone doesn’t always translate into cost savings, because reused powder can degrade over time, potentially leading to inconsistent coating finishes.
In practice, you’ll always benefit from improving the transfer efficiency—but real, impactful savings are possible only when you can turn down the gun without worrying about uneven coverage. That’s the power of pairing high transfer efficiency with tight uniformity. Therefore, achieving a balance between high TE and uniform application is paramount for optimal results.
What Affects Transfer Efficiency?
Transfer efficiency isn’t a fixed number, it fluctuates based on equipment condition, process settings, and environmental factors. Key variables include:
- Gun voltage and amperage settings – Higher voltage typically deposits more powder, but excessive current can cause back ionization.
- Air pressure and flow – Too little pressure limits coverage, while too much can blow powder off the part.
- Gun-to-part distance and orientation – Affects both film build and air requirements. Closer spacing reduces the distance powder travels and the air needed, while inconsistent spacing can cause uneven coating and waste.
- Part geometry – Complex shapes and Faraday cage areas require optimized settings for uniform deposition.
- Booth airflow – Air velocity must be balanced, too low causes contamination, too high leads to turbulence.
- Nozzle type – Different nozzles produce different spray patterns and efficiencies depending on the part profile.
- Grounding – Resistance above 1 megaohm reduces powder attraction to the part, lowering TE and uniformity.
To emphasize the relationship between process factors and system responses, consider a visual or simple table like this:
| Factor | Impact |
| Worn Nozzles | Reduced TE and uneven spray |
| Incorrect Gun Distance | Inconsistent thickness |
| Poor Grounding | Lower powder adhesion |
| Unoptimized Airflow | Overspray or blow-off |
Boosting Both Transfer Efficiency and Uniformity
- Fine-Tune Gun Settings
- Balance voltage and flow for your part geometry. Use coatingAI’s analytics to spot where you’re overshooting or undershooting.
- Maintain Clean and Dry Compressed Air
- Moisture and contaminants in compressed air can affect powder flow and charge, leading to inconsistent application.
- Maintain Your Equipment
- Replace nozzles before they wear out. Even minor nozzle damage can wreck both transfer efficiency and uniformity.
- Ensure Proper Grounding
- A well-grounded part attracts more powder, improving TE. Regularly check grounding systems to maintain effectiveness.
- Leverage Advanced Technologies
- With Blueprint™ OS, visualize thickness maps and transfer efficiency trends instantly, then iterate transfer efficiency on the spot.
The coatingAI Advantage
At coatingAI, our Blueprint™ OS platform brings together spray-gun telemetry, thickness measurement with coatmaster, and AI-driven insights so you can:
- See exactly where your powder is going
- Identify non-uniform zones before they become rejects
- Model “what-if” scenarios to find the lowest viable gun settings
Whether you’re on a spray-to-waste transfer efficiency line or running a sophisticated recycling loop, Blueprint™ OS guides you to the sweet spot where transfer efficiency and uniformity meet, enabling the highest powder savings and best quality finish.
Take the Next Step
Don’t let “transfer efficiency only” be the ceiling on your savings. Reach out today for a free assessment and discover how coatingAI can help you:
- Cut powder usage by a minimum of 10%
- Reduce the number of rejects
- Improve overall line efficiency and throughput
Ready to see significant powder savings? Contact our team or request a live demo of Blueprint™ OS, and start coating smarter, not harder.

